
This option is used in several machining cycles, with different purposes and behaviours.
Please use the tree on the right side of the screen.
Cycles: millyuGO pocket, Facing Pocket, Pocket, Pocket+Contour, Pocket rework, Finish Contour, Finish Reworking, millyuGO, PAM, Facing Roughing, Pocket (Face), Flat Face Finish, Finish Contour (Shape) / Plunge Pocketting, Plunge Contouring
Definition for Standard Cycles
When the toolpath is not continuous, GO2cam offers several possibilities to manage the motions between the passes.
You can define the motions in rapid or Fmax feedrate or a ratio of rapid feedrate.
Here are the parameters to adjust:
Motions
|
|

|
Rapid: rapid motions are done. |
|
|

|
G1 Fmax: the motions are done with Fmax value, which is defined in the machine file. |
|
|

|
G0/G1 Fmax: we modulate the feedrate according to the parameter Rapid/Fmax %. |
Fmax safety distance
retract distance
Rapid/Fmax %
|
Value = 0 The movement is done in feedrate with the maximum value available.
|
|
|
0 < Value < 1
Some movements are done in feedrate with the maximum value available.
|
|
|
Value = 1 The movements are all done in rapid. |
|
Cycle: Plunge Pocketting, Plunge Contouring
Definition for Plunge Pocketting, Plunge Contouring
Management of the rapid motions between XY passes and definition of the feedrates values.
In the strategy, you can choose between 3 options:
-
Rapid
-
G1 Fmax
-
G1 feedrate
The feedrate values which will be taken are defined in the page 'Technology'.
The Fmax value is defined in the machine file. You can define it in the tab 'General'.
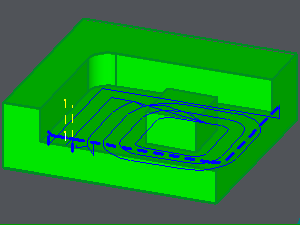
Rapid
|
|
There is no path displayed on GO2cam's screen. |
|
G00 is programmed at each motion between 2 passes. |
|
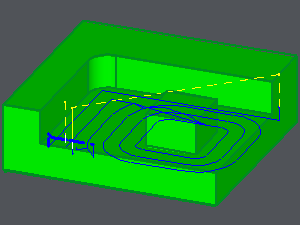
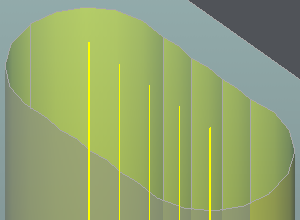
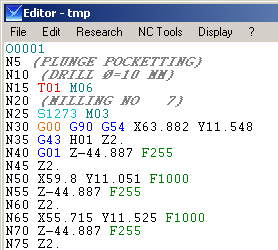
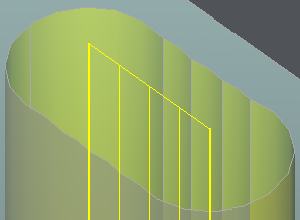
G1 Fmax
|
|
The path displayed is transparent. |
|
G01 is programmed for each motion between 2 passes. The Fmax defined in the machine file is F1000. |
|
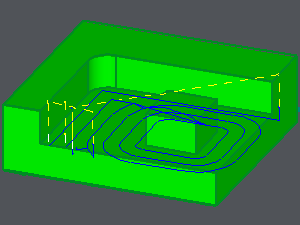
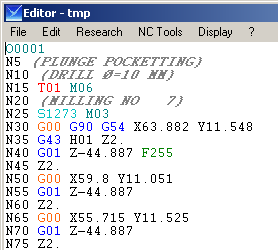
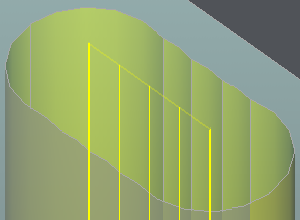
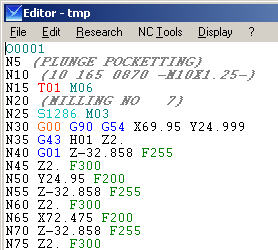
G1 feedrate
|
|
The path displayed is full. |
|
G01 is programmed for each motion between 2 passes. The feedrates values are read in the page 'Technology' of the cycle. You can use the return (in Z) and retract (in XY) feedrates, in our example respectively F300 and F200. You can also use the general feedrate for each G1 motion (here F255). For this, set return and retract feedrates to 0. |
|