
|
Cycles: millyuGO pocket, Facing Pocket, Pocket, Pocket+Contour, Pocket Rework, Zrepeat Pocket, Zrepeat Facing, Plunge Pocketing, PAM, Roughing/Reworking, Facing Roughing, Pocket (Shape), Facing (Shape), Flat face finish, 3X Isoparametric, 5X Isoparametric |
Definition
|
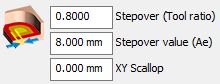
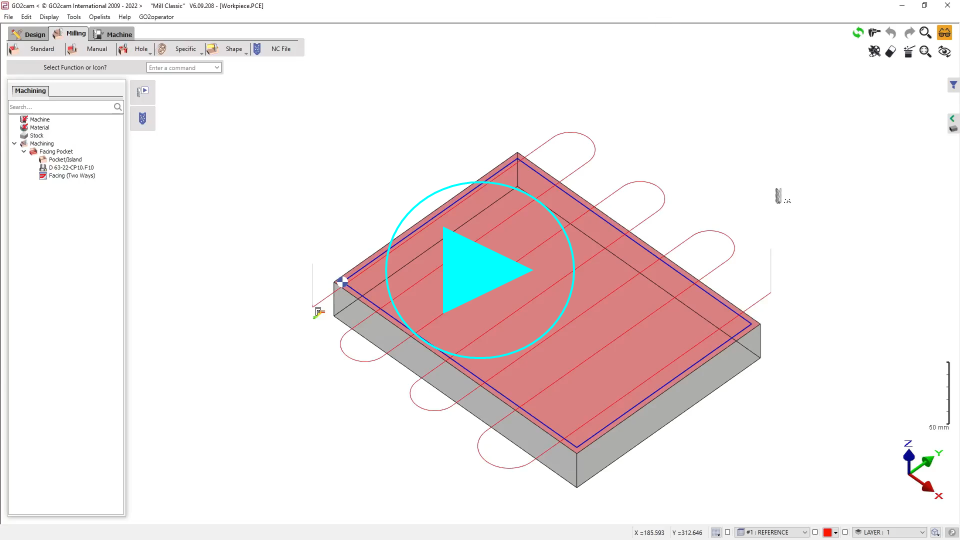
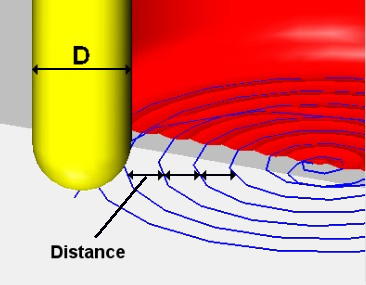
Stepover is defined as the the space between passes of a tool during an operation. The Stepover (Tool ratio) is the ratio of the space between the pass over the tool diameter. Stepover value (Ae) is the distance moved in XY by the tool for the next pass. This video shows how the stepover value in the XY direction is calculated in GO2cam by considering a facing operation: |
|
|
|
|
The formula for the Stepover value is: Distance XY= Tool diameter x Stepover (with 0< Stepover <1) Let’s take an example: Tool Diameter = 10 mm Stepover = 0.8 => Distance = 10 mm x 0.8 = 8 mm |
|
|
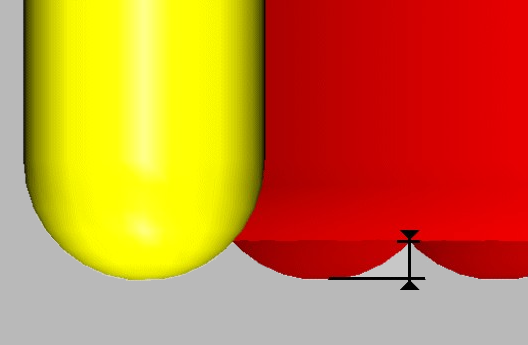
XY Scallop Option available with a ball end mill or a radius end mill. It manages the height of material left on the bottom of the pocket. Changing this value modifies the stepover and the number of XY passes generated. |
|