
Cycle: Facing Pocket
Definition
Motion between passes determines the type of links between the passes. It is available only if the toolpath is a zigzag; if Machining direction is set to 'Optimized'.
This option is not accessible if the machining direction, down or conventional, is forced.
|
|
The different options available:
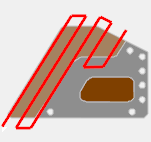
Motion Direct
|
||
|
|
Direct |
The path follows the shape of the part in feedrate. |
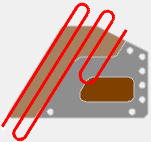
Motion with an arc
|
||
|
|
Arc feedrate |
The path between two passes is an arc programmed in feedrate |
|
|
Arc rapid |
The path between two passes is an arc programmed in Fmax speed. |
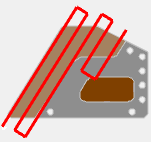
Motion with a segment
|
||
|
|
Segment feedrate |
The path between two passes is a segment programmed in feedrate. |
|
|
Segment rapid |
The path between two passes is a segment programmed in Fmax speed. |