
Parameters and Geometry Created
1 - Parameter
 |  |
Stock Diameter Change value in Machine file then save the machine | Size of the bar diameter  If Abutment is bigger than the diameter we will have error message |
Z offset for import | Placement of anatomic area according the Z 0.  |
Default offset for emergency | With 2shape file emergency point can be find by application. We can add safety distance to this point |
Angular Offset to align abutment | According the machine tool, if milling tools are along the X value is 0 if millign tools are along Y value must be 90 |
Default value of limit for face milling | The default distance between the blue line and the X axis. 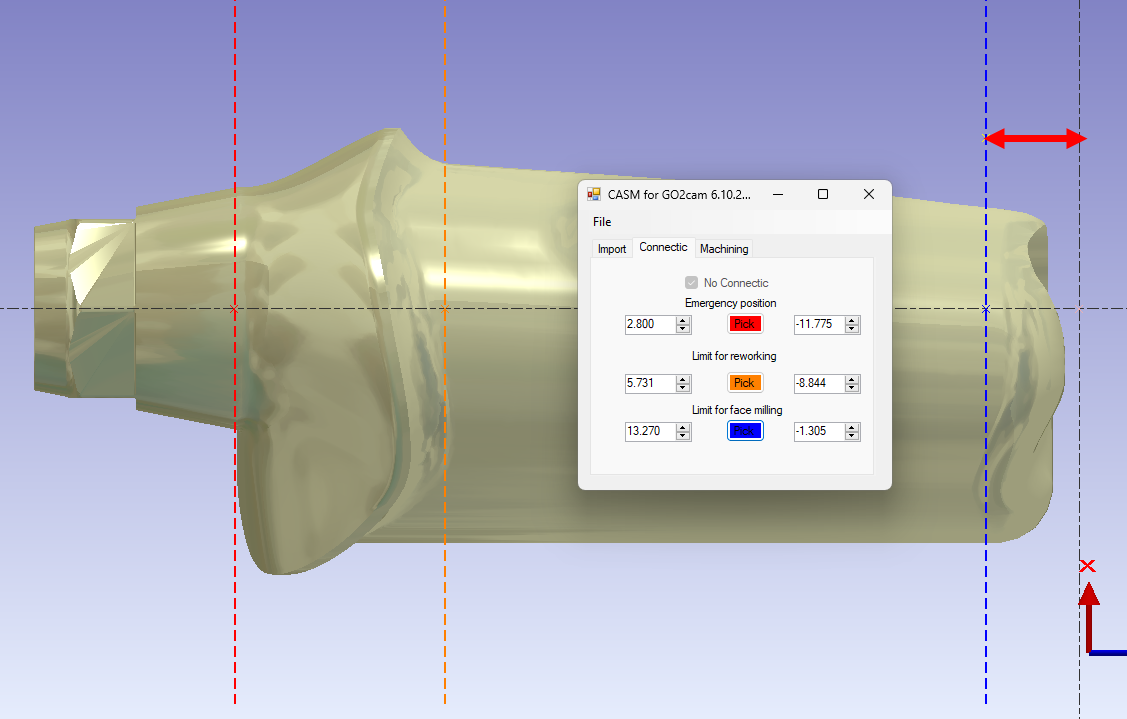 |
Length Max for the face milling | Axial tool have some maximum Z area. 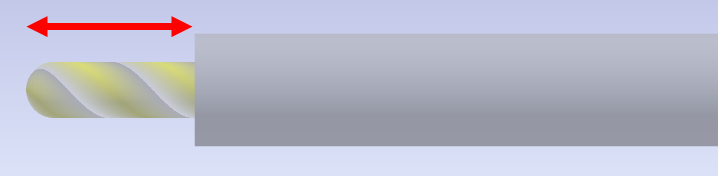 |
Mode of 4 axis Limit (Absolute / Relative to face Limit) | Absolute can must be negative value Relative is used to save time and avoid to have 2 tool path on the same area |
Generate NC file automatically | NC file is created after calculation inside same folder as STL file |
Save PCE file automatically | GO2cam file (PCE) is saved inside same fodler as STL file |
Folder contains connectic drilling machining | Specify the folder containing the drilling machining |
Folder contains connectic area machining | Specify the folder containing the area machining |
Automatic placement of emergancy area |
2 - Geometry Created
Layer | Comment | Picture |
|---|---|---|
1 | Stock and 2D Geometry for stock |  |
20 | 2D Geometry is used to help create 4-axis solids(Layer 102). |  |
101 | STL file + Connectic area protection + CAP surface on the hole | 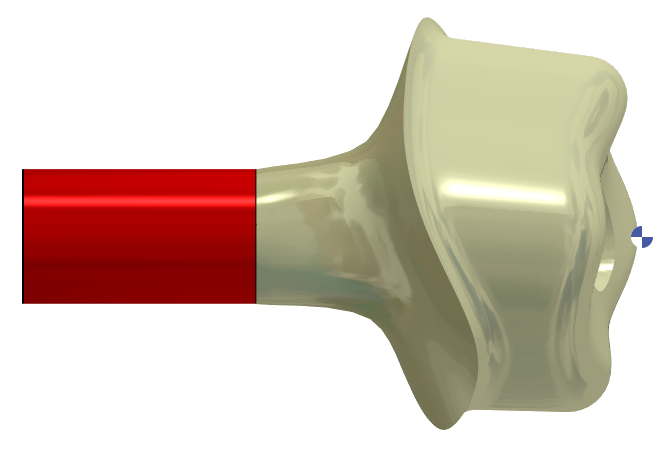 |
102 | Solid created on the Face can be used for 4Xs |  |
104 | Facing Line Can be used for facing operation in turning |  |
105 | Parting Line Can be used for parting operation in turning (End of STL) | 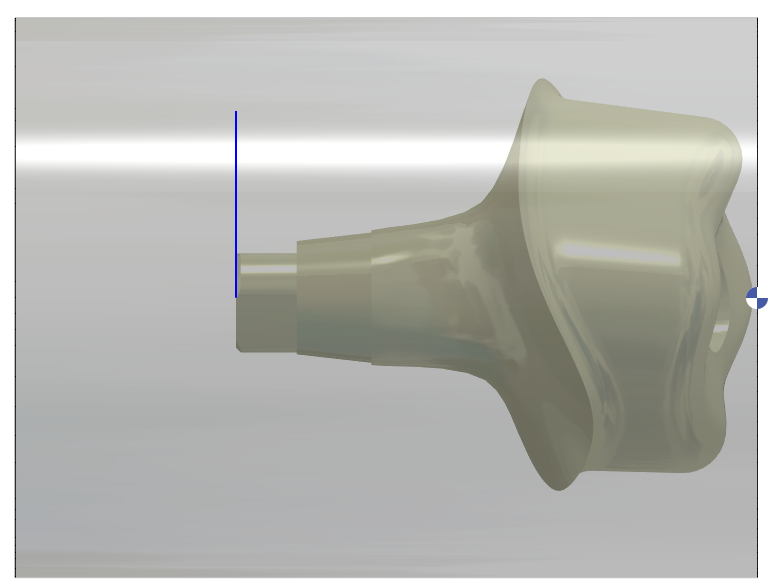 |
106 | Turning Profil Based on the STL silhouette without Connectic area plus 5 mm and 120deg Length and Angle are fixed inside the APP | 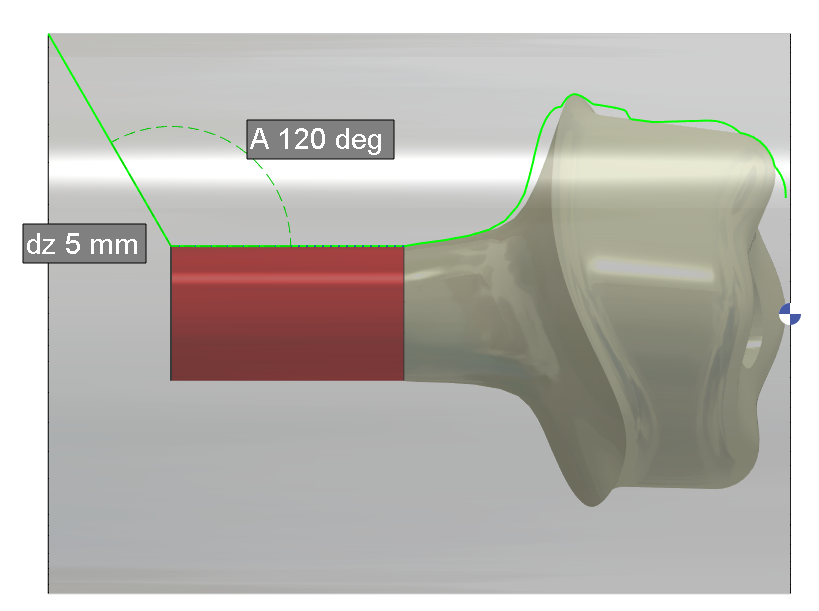 |
107 | Limitation for 4xs toolpath Can be set from parameters dialog for Z starting End is always at the connectic Area | 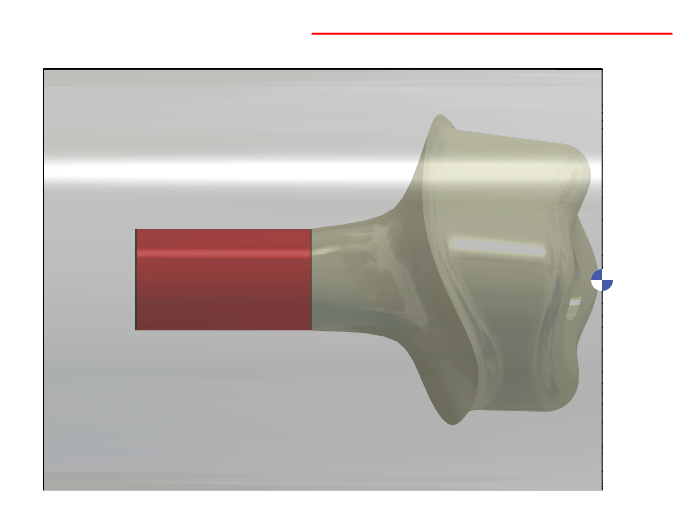 |
109 | Turning Profil to machine with a back tool (Some users used this method to avoid rest machining operation between connectic area and Margin Line) | 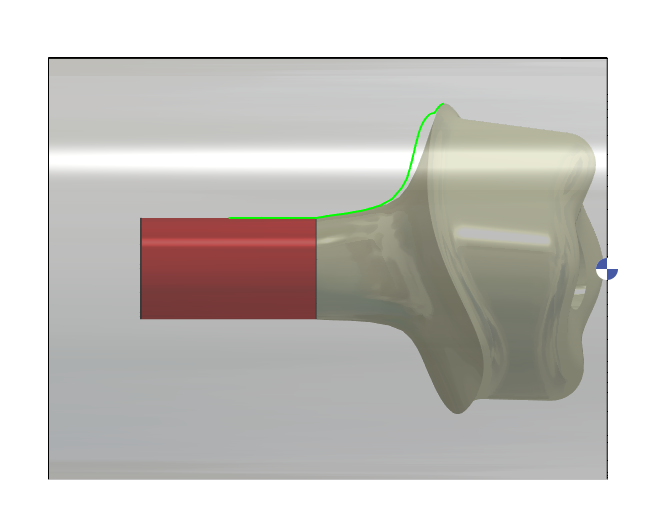 |
112 | Point to create CAP surface on the HOLE | 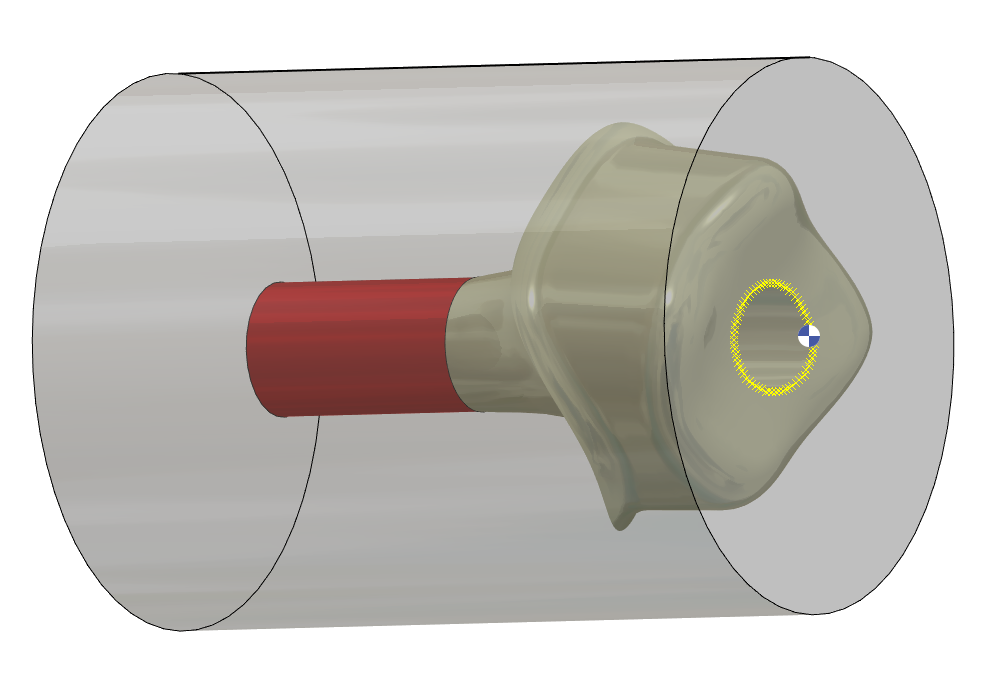 |
113 | Curve to create CAP surface on the Hole | 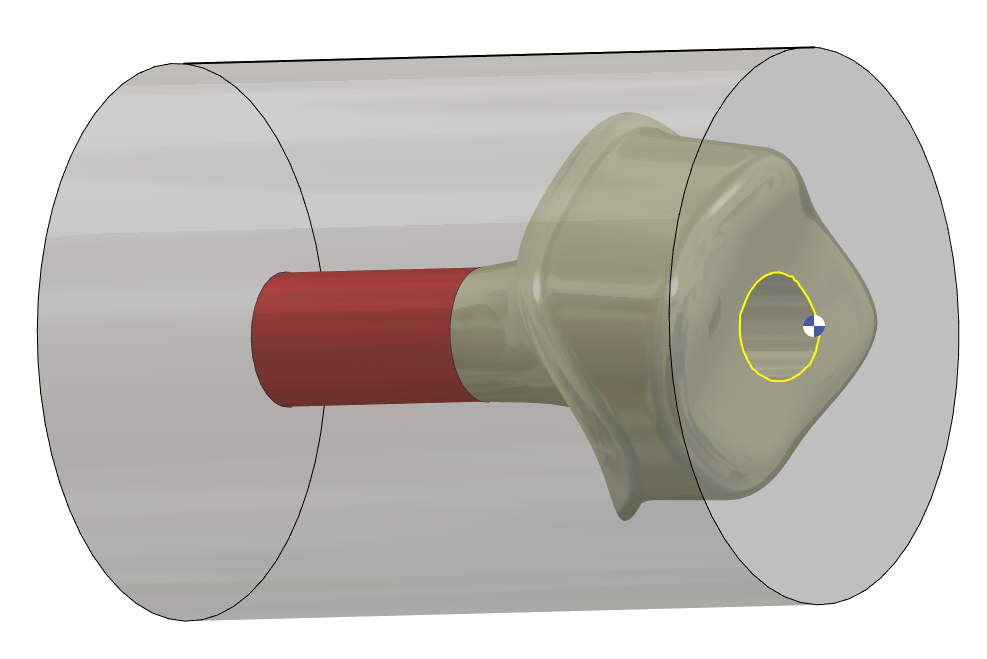 |
120 | Limit for Milling Re-Roughing at C0 and C180 is according Reworking Line (orange) | 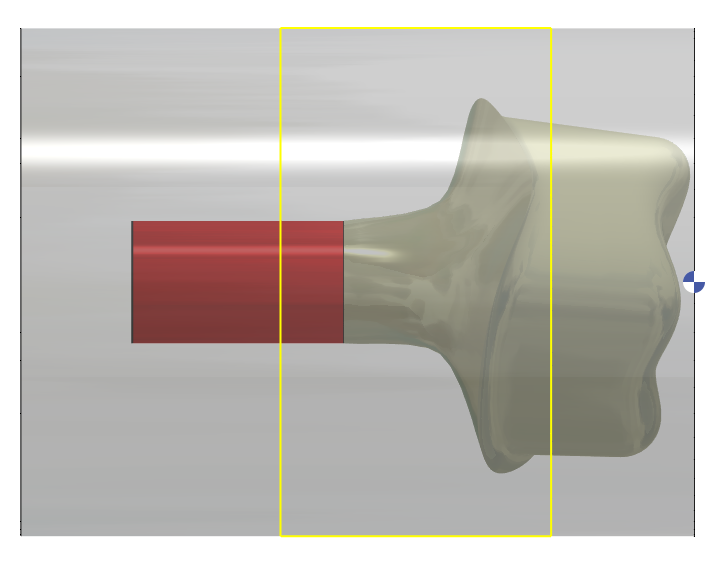 |
121 | Limit for Milling Re-Roughing at C90 and C270 is according Reworking Line (orange) and Connectic Area | 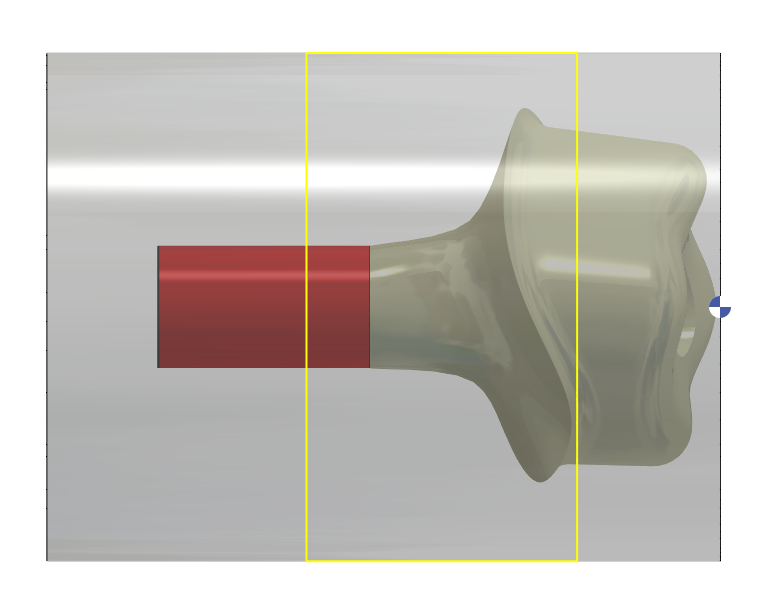 |
122 | Limit for Milling Roughing at C0 and C180 is according Connectic Area |  |
123 | Face to limit Axial Milling | 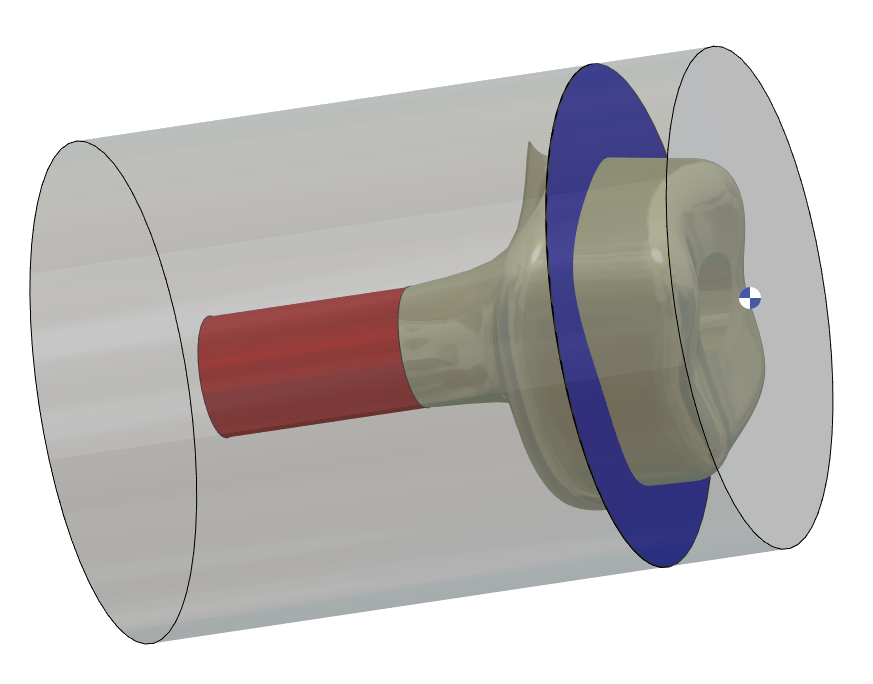 |
124 | Curve to limit Axial Milling | 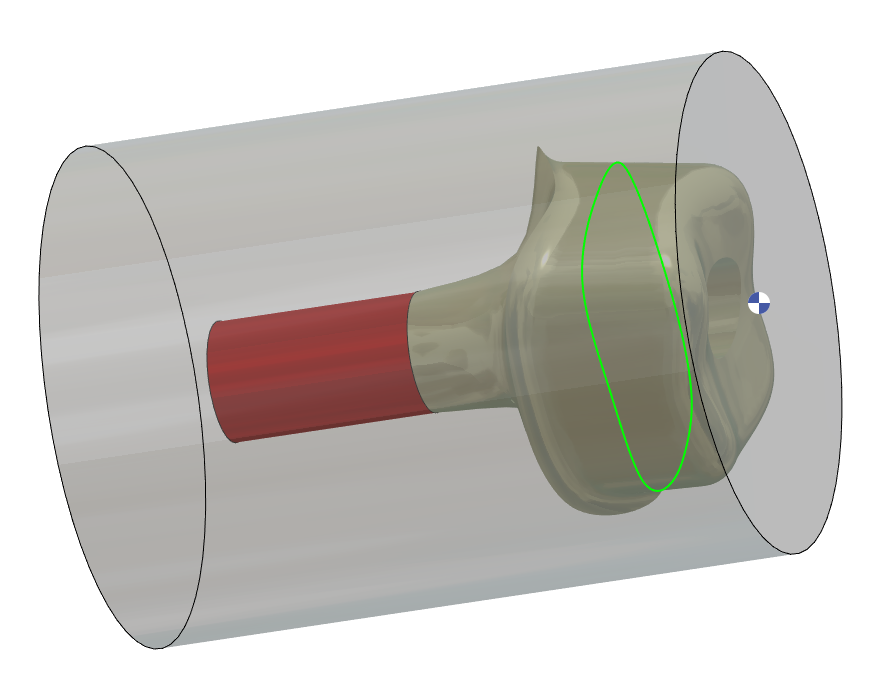 |
160 | 2D geometry is used for Face to limit Axial Milling(Layer 123) | 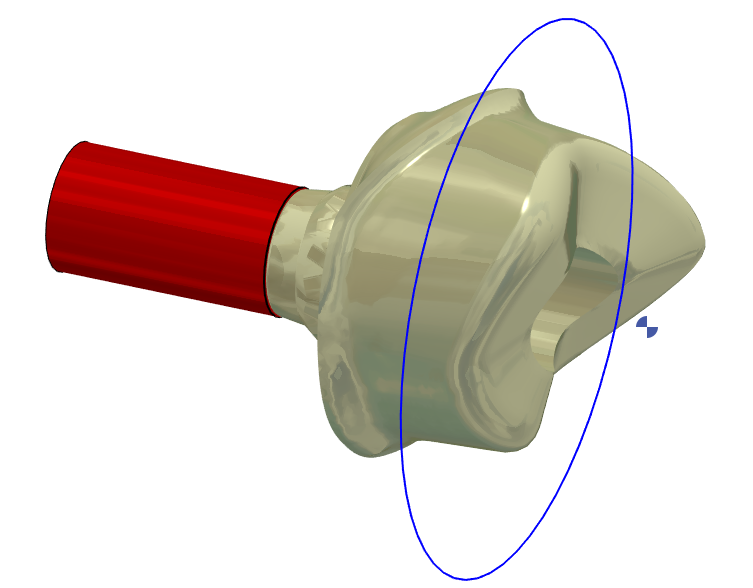 |
206 | Point to define Connectic area | 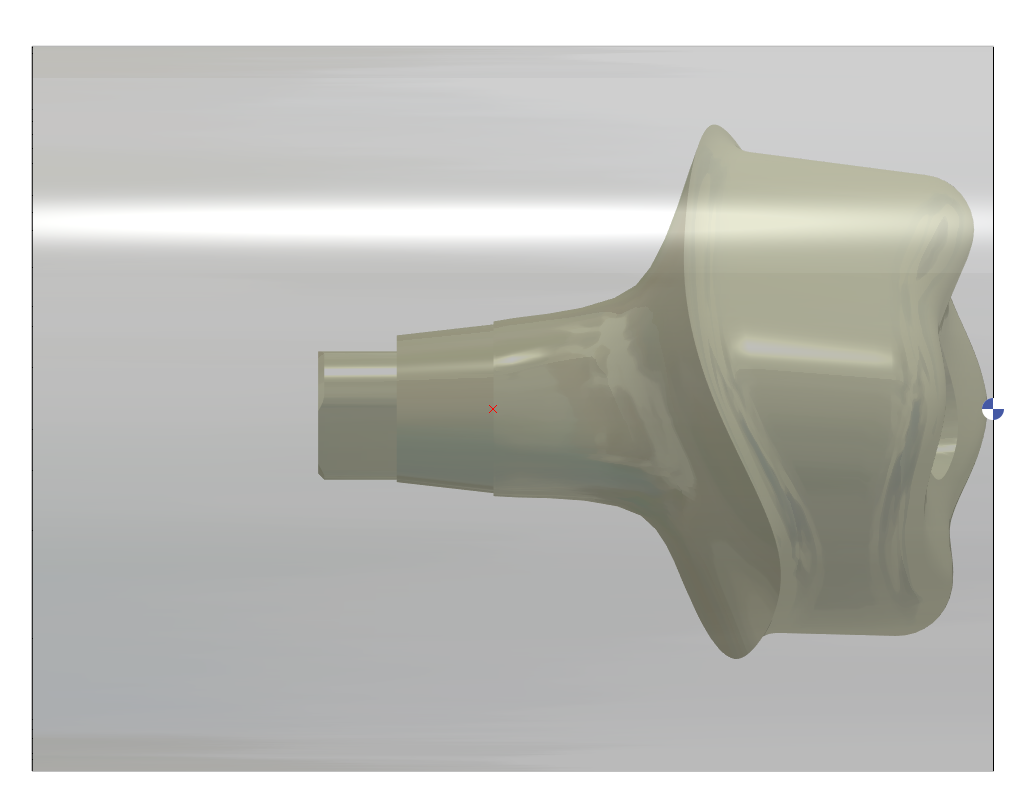 |
207 | Point to define Reworking Area | 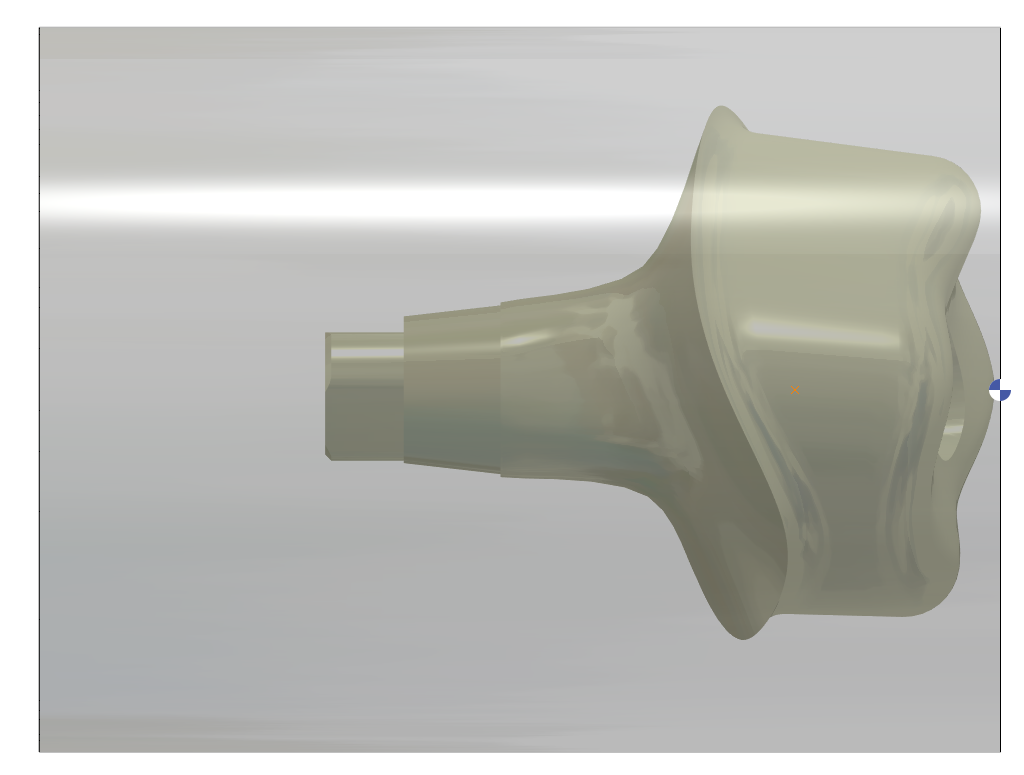 |
209 | Line to define Reworking Area | 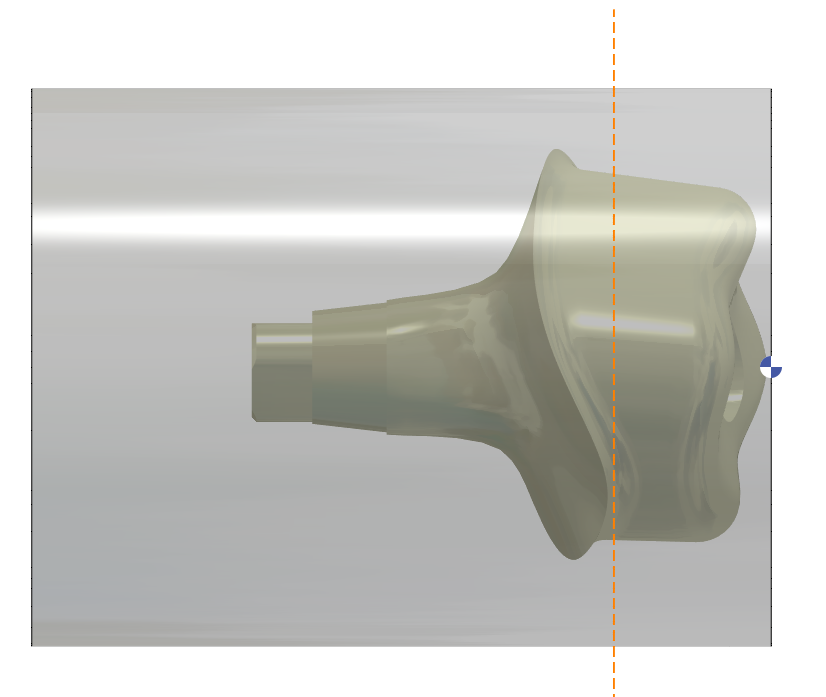 |
210 | Point to define Axial Milling area | 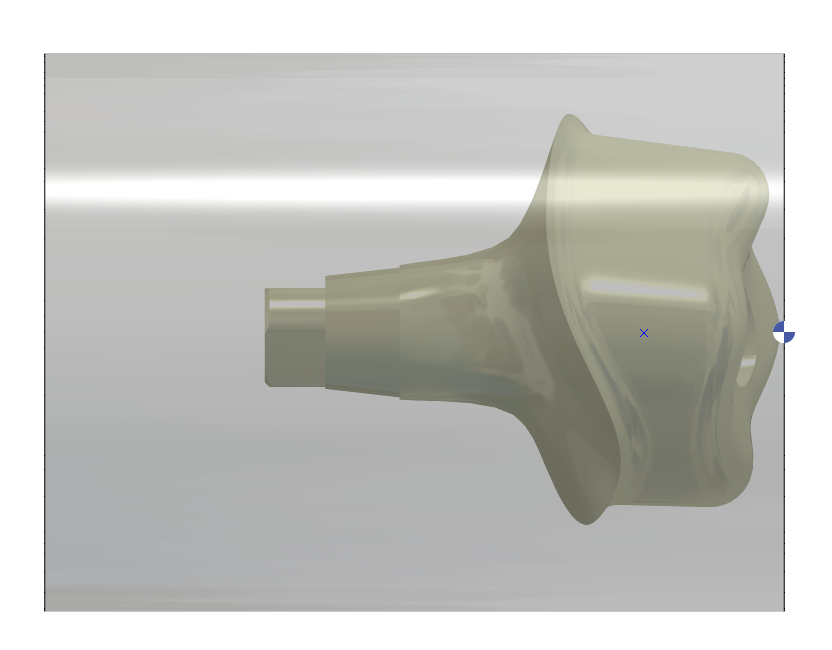 |
211 | Line to define Axial Milling area | 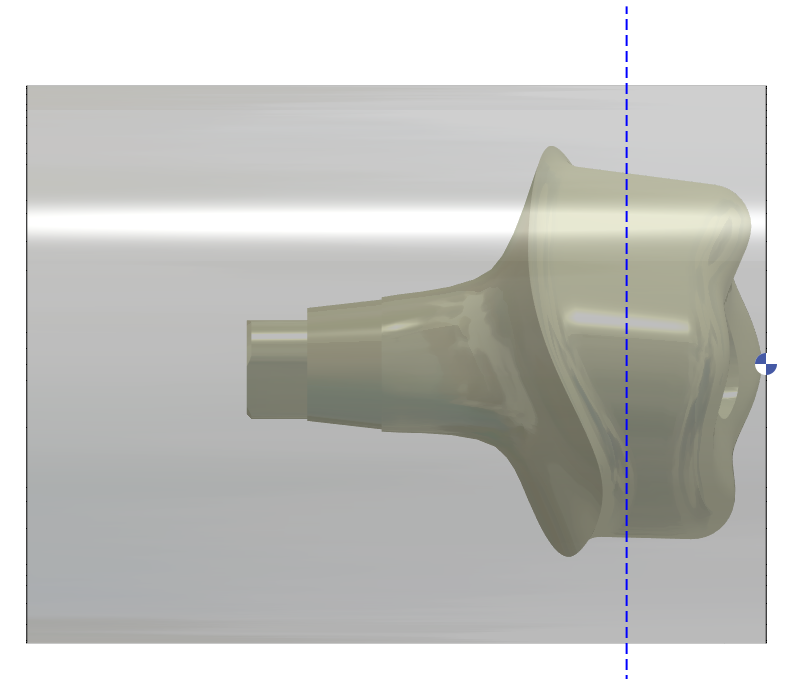 |
252 | Line to define Connectic Area | 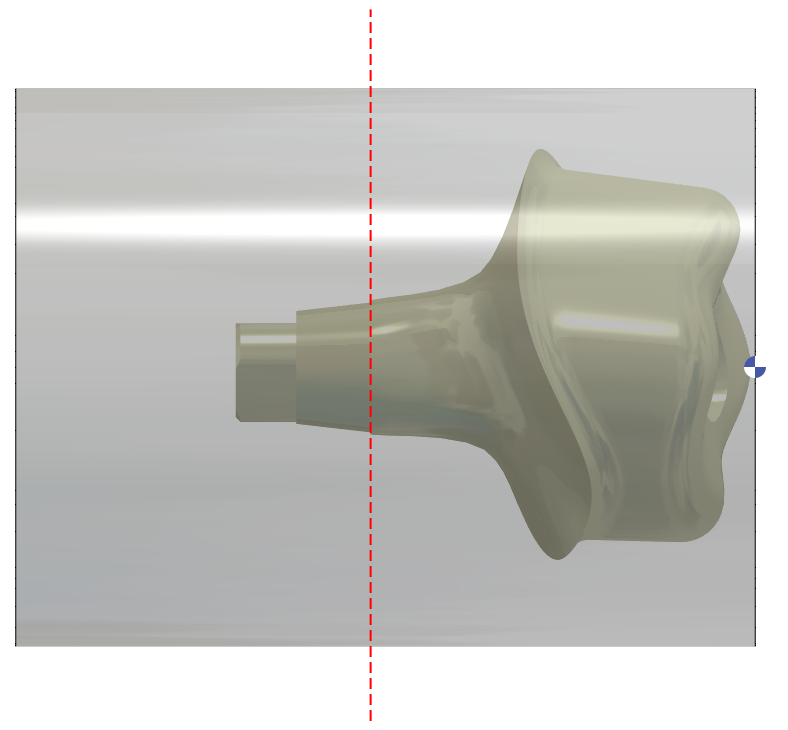 |
1 – CAP surface (Layer #101)
3 – Turning profile (based on the rotary silhouette of the STL file) (Layer #106)
4 – Turning profile is extended 5mm then 30deg until D12mm is created (Layer #106)
2 – 4axis profile for finishing (Layer #107)
4 – Cylinder around the Connecting Area to protect it during 4Xs (Layer #101)
5 – A plane is created every 5°. C0 / C5 / C10 / C15/ C20/ C25….
6 – Working area around the STL (can be used in C0 & C180) – area start from 10 mm in front of stl and stop 1.5 mm behind the emergency line (Layer #122)
7 – 2 working area near margin and manage by limit for reworking (can be used in C0 / C90 / C180 / C270 - area is according Zmin (1.5 mm behind the emergency line) and Zmax (reworking point) - (Layer #120 & Layer #121)
With V2.10.207 new improvement