
Cycle: millyuGO pocket, Pocket, Pocket + Contour, Facing Pocket, Pocket rework, millyuGO, PAM
Z Step (Ap)
This is the Z increment between two passes. It corresponds to the cutting of the total depth. If the incremental depth is greater than the maximum depth of pass of the tool, there is a warning message.
If the value is set to 0, the toolpath has only one pass, which is done at the bottom of the shape or at the bottom altitude.
In this case, the other options in the area 'Compute Z Steps' are not needed.
|
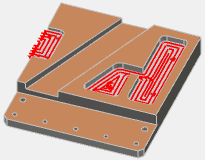
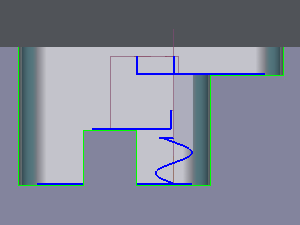
For example, set the Z Step to 0:
|
|
|
Facing the top face Z0 |
Facing the 2nd face Z-15 |
Facing the 3rd face Z-8 |
|
|
|
Pass
Management of the passes according to the sub pockets and the islands of the pocket. It is possible to choose to adjust the passes to the several altitudes of the pocket or choose to respect the increment and then rework the islands and pocket bottoms. A third option enables to program a reworking pass after roughing the pocket.
Three options are available, the reworking parameter are available or not according to the option chosen.
|
|
The pass is adjusted: the pass increment is adjusted to make possible the machining of the top of islands and the bottom of the pocket and sub pockets. |
|
|
|
|
The pass is constant: the increment is respected, an island and bottom reworking pass can be programmed. |
|
|
There is Residual Material: the pocket has been roughed before, only the top of islands and bottom of pockets are machined. |
|
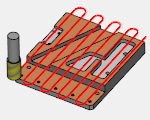
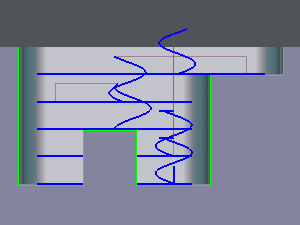
a. The pass is adjusted
GO2cam optimizes the increment value to machine the top of islands and the bottom of pockets. Consequently, the pass is not constant and the pocket is machined completely.
GO2cam will never program a pass superior to the increment entered in the strategy.
|
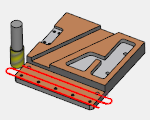
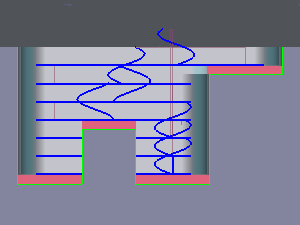
b. The pass is constant
The pass increment is respected whatever the shape of the pocket. If the top of islands and bottom of pockets do not correspond to a pass value, they are not machined. See example below, the red areas are not machined.
If this option is chosen, two parameters appear in the strategy, Island Reworking and Bottom Reworking. Choosing Yes enables to program a reworking pass especially for the bottom of sub pockets and top of islands.
Special case: if the sides are tapered, it is possible to program a Scallop reworking pass which will be done after the roughing of the pocket, with an upward movement.
|
|
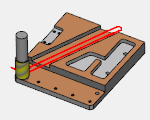
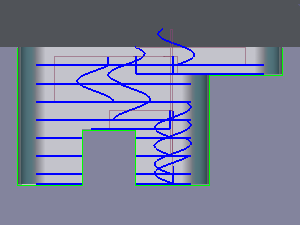
c. Residual Material
Choose this option if it is needed to program a specific pass to rework the areas. The advantage is to be able to change the tool or any parameter for this reworking pass. Enter the thickness of the material to be machined.
Choose whether to rework top of island or bottom of pocket or both of them.
If none of these options is chosen, the cycle has no material to machine and is put in wait.
|
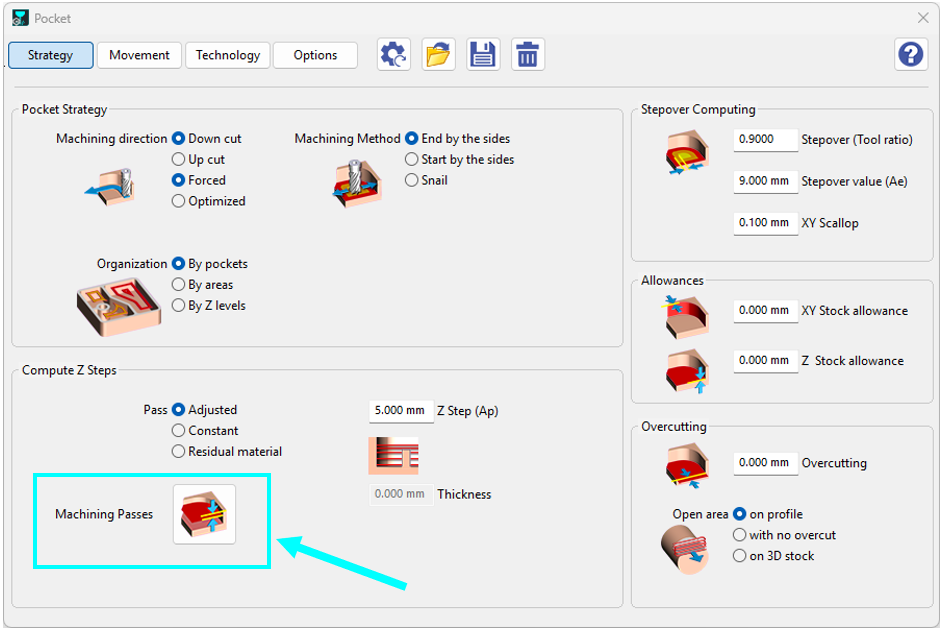
Machining Passes
|
|
The Machining Passes section has been updated to provide centralized, granular control over vertical tool engagement. This menu allows you to define exactly how the system calculates and executes each Z-depth step. |
|
|
Accessing Machining Passes
You can access these settings within standard milling pocketing cycles, including MillyuGo, Pocket, Pocket Facing, Pocket Plus Contour, and Pocket Rework.
For most cycles, this button is located directly in the Compute Z step area at the bottom of the strategy page, except for MillyuGo, it is positioned specifically to the top right of the Strategy Page. |
|
|
▶️ Watch this video that explores the new interface and the different calculation parameters 
|
|

|
|
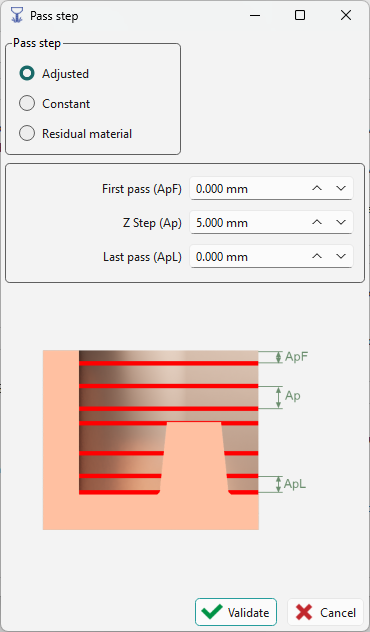
First and Last Pass Control
For optimal tool life and surface finish, you can now independently define the entry and exit depths:
Example Configuration: If you set a 2 mm first pass, 4 mm standard Z-steps, and a 1 mm last pass, the system will execute a smaller initial entry, follow with standard 4 mm steps, and finish with a precise 1 mm final cut. |
|
|
▶️ Watch this video that demonstrates how to use first and last pass settings for total control over every step. 
|
||
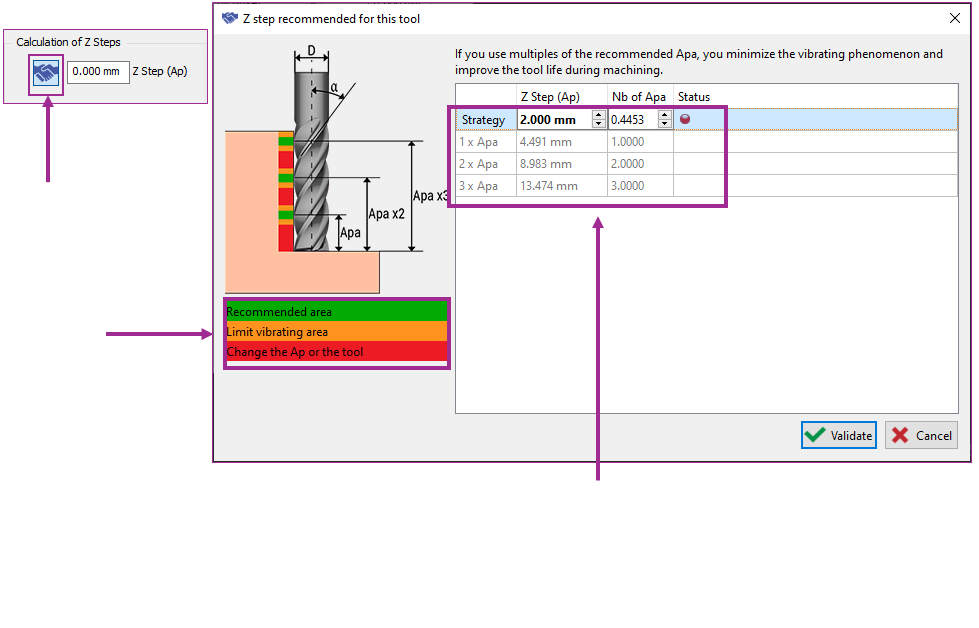
Specific for millyuGO
Calculation of Z steps(Ap)
The Apa is calculated according to:
It is possible to directly click the Apa given by the table: the value is applied in the strategy. |
|
|
The table shows the value entered in strategy:
|