
Cycle: millyuGO pocket, milyuGO, Facing Pocket, Pocket, Pocket+Contour, Pocket Rework, Z repeat Pocket, Z repeat Facing, Plunge Pocketing, PAM, Roughing/Reworking, Facing Roughing, Pocket - Shape, Facing - Shape, Flat face finish, 3X Isoparametric, 5X Isoparametric
Definition
|
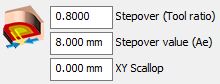
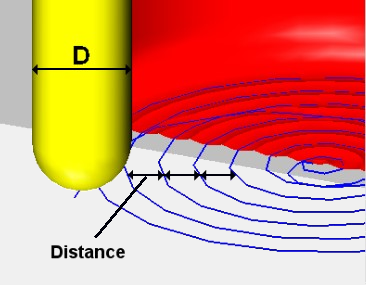
Stepover is defined as the space between passes of a tool during an operation. Stepover (Tool ratio) is the ratio of the space between the pass over the tool diameter. Stepover value (Ae) is the distance moved in XY by the tool for the next pass. |
|
|
The formula for the Stepover value: Distance XY = Tool diameter x Stepover (with 0< Stepover <1) Example: Tool Diameter = 10 mm Stepover = 0.8 Therefore, Distance = 10 mm x 0.8 = 8 mm |
|
|
▶️ Watch a video showing how the stepover value in XY direction is calculated in GO2cam by considering a facing operation. 
|
|
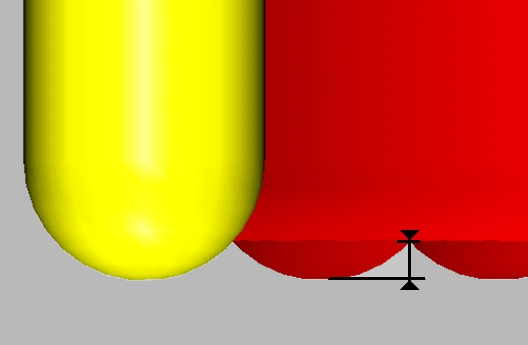
XY Scallop
|
Option available with a ball end mill or a radius end mill. It manages the height of material left on the bottom of the pocket. Changing this value modifies the stepover and the number of XY passes generated. |
|
Respect the scallop
|
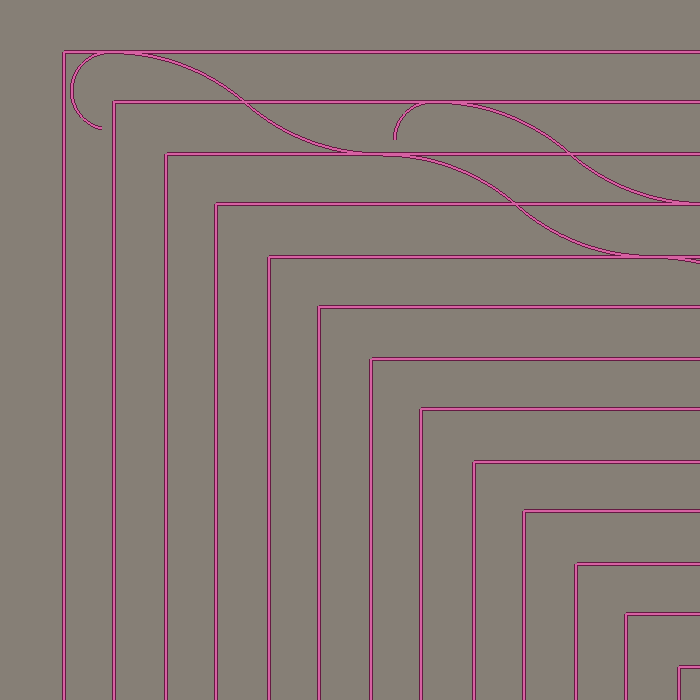
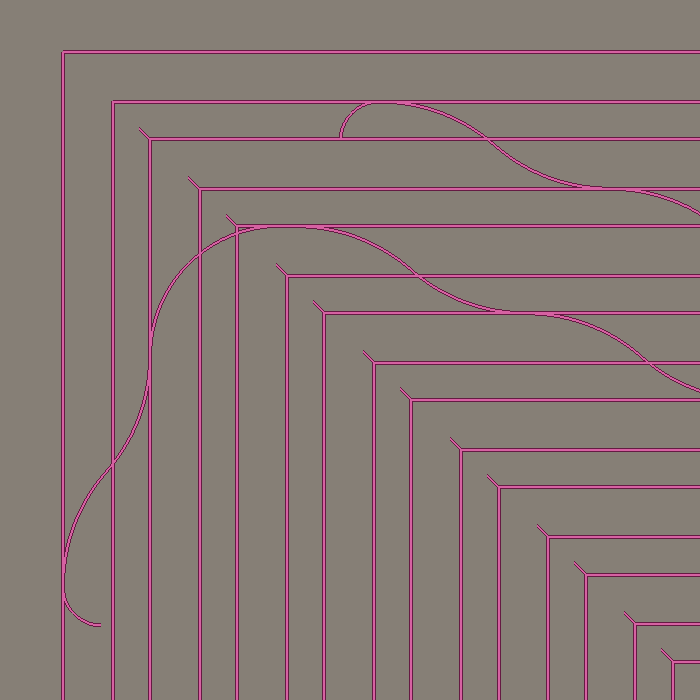
It enables the toolpath generator to avoid pecking motions in angular regions when using a radius tool. The trajectory is adjusted to follow a continuous scalloped motion, ensuring smooth transitions, reduced vibration, and improved surface finish in corners or sharp toolpath angles. |
|
Notice no pecking motion is generated. |
Notice a pecking motion generated in the corners. |
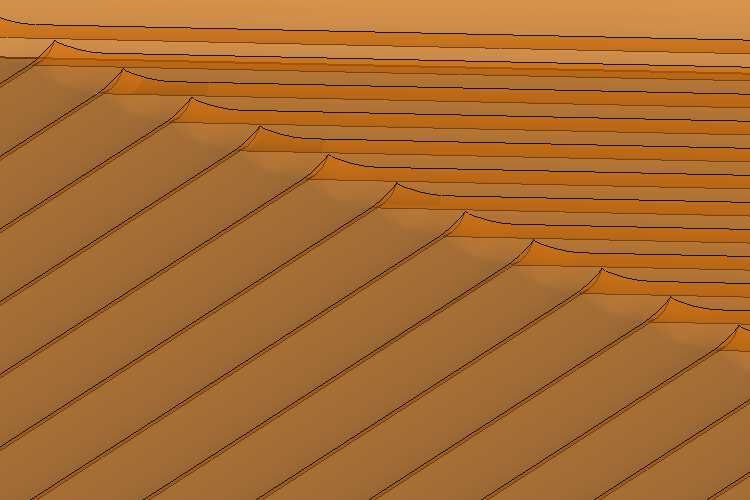
Notice the peaks are higher than the scallop height. |
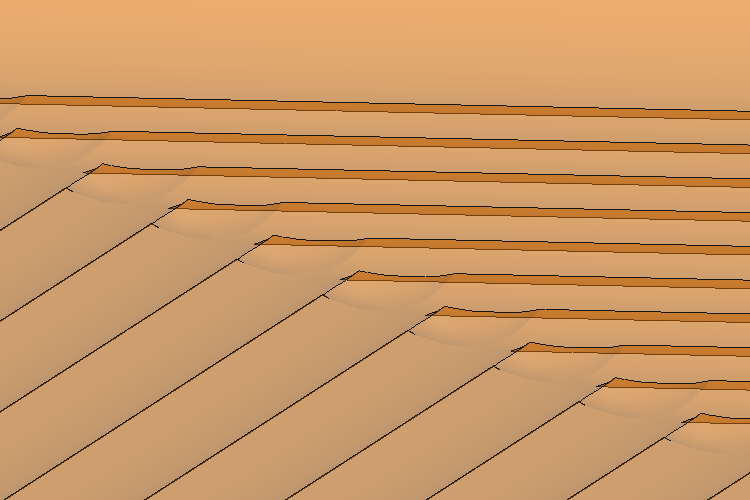
Notice the reduction in peaks to match the scallop height. |