Cycle: TurnyuGO, Drilling reaming, Chamfering, Point to Point
Definition
These commands are used to define the pilot points and the calculation of the toolpath.
Toolpath
The toolpath is calculated by GO2cam and takes into account or not the tool radius.
The pull down menu offers:
|
|
Tool Center: GO2cam calculates the tool offset toolpath on the right side, according to the Cycle Type (see above). The radius is correctly completed in the GO2cam TOOL panel. |
|
|
Imaginary Nose: GO2cam calculates the toolpath and manages collisions. The radius is correctly completed in the GO2cam TOOL panel. The quadrant number is taken into consideration. |
Tool Center Programming
In this case, the insert radius completed in the machine is not taken into consideration.
Offset type: Center
Toolpath: Tool
GO2cam programs the insert center toolpath on the right side of the part according to the programmed Cycle Type.
If we complete Offset type = Left or Right, GO2cam programs the G41 or G42 compensation. The effect is to generate an additional offset by the machine since the insert radius compensation is taken into consideration.
Imaginary Nose Programming
In this case, the insert radius completed in the machine is not taken into consideration.
The quadrant number must be completed.
Offset type: Center
Toolpath: Imaginary Nose
GO2cam programs the Imaginary Nose (fictitious point) toolpath on the right side of the part according to the programmed Cycle Type and the assigned quadrant number.
If we complete Offset type = Left or Right, GO2cam programs the G41 or G42 compensation. The effect is to generate an additional offset by the machine since the insert radius compensation is taken into consideration.
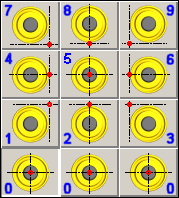
Quadrant
Gives the tool orientation. Is useful only when using Imaginary Nose toolpath.
The numbers correspond to the positions on the PC keyboard. The LATHES quadrant numbers do not inevitably correspond to those of GO2cam. The post-processors updates the quadrant as the CNC's convention.