
Cycles: Facing pocket, Pocket, Pocket+Contour, Pocket Rework, Roughing/Reworking, Facing Roughing, Pocket (Shape), Flat Face Finish
|
|
You can watch a video at the bottom of page: click here |
If the cutting conditions are severe for the tool (full width cut or high feedrate), GO2cam offers 2 solutions:
|
|
Feedrate Reduction : Ability to program reduction of feedrate regarding the stepover value. |
|
|
Trochoidal Machining : Trochoidal motions are defined at critical areas regarding the stepover value. |
Feedrate Reduction
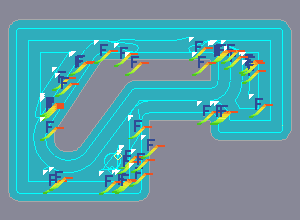
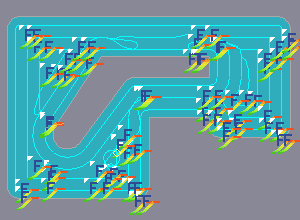
HSM mode that enables to modulate the feedrate in some areas. These areas are the ones where the stepover % is overflown. It especially happens when the tool machines in full material and between two XY passes.
Each place where the the feedrate is reduced is pointed out with this symbol.
To define a feedrate modulation:
a. Treat maxi stepover parameter: choose Feedrate Reduction.
b. Feedrate reduction coef: this is the value applied where you want to reduce the feedrate. This value is between 0 and 1, and is defined according to the value given in Technology page. For example, 0.5 is half this value.
c. Maxi stepover coef: tolerance to generate the reduction or not, value between 0 and 1. The greater the value is, the more areas are concerned.
|
Maxi Overlap % = 0.3 |
Maxi Overlap % = 0.9 |
|
|
Trochoïdal Machining
Trochoïdal machining consists in getting off successive 'slices' of material with spiroïdal passes.
The main characteristics are the cutting depth (10 to 20 mm) and the unusual rounding toolpath.
This machining mode enables to optimize the performances of your machine by using high spindle rotation and feedrates.
Programming trochoïdal greatly decrease the machining time, up to 40%.
In GO2cam, you can not only program automatical trochoïdal machining, you can also adjust the areas where it is useful or not!
Enter the Maxi stepover coef, it has 2 functions:
-
If Maxi stepover coef is superior to Stepover (Tool ratio), trochoïdal motions are not programmed everywhere but only on corners. If not all the toolpath is made with trochoïdal motions.
-
The Maxi stepover coef determines the size of the trochoïdal loops.
A tool diameter 4 mm, Maxi stepover coef=0.2 (20%): the trochoïdal radius is 0.4 mm.
|
Stepover is 0.75; Maxi stepover coef is 0.5 Tool Diameter = 4 mm Trochoïdal radius = 2 mm |
Stepover is 0.75 ; Maxi stepover coef is 0.9 Tool Diameter = 4 mm Trochoïdal radius = 3.6 mm |
|
|
You can watch a video about Treat Maxi Stepover:

|