
|
|
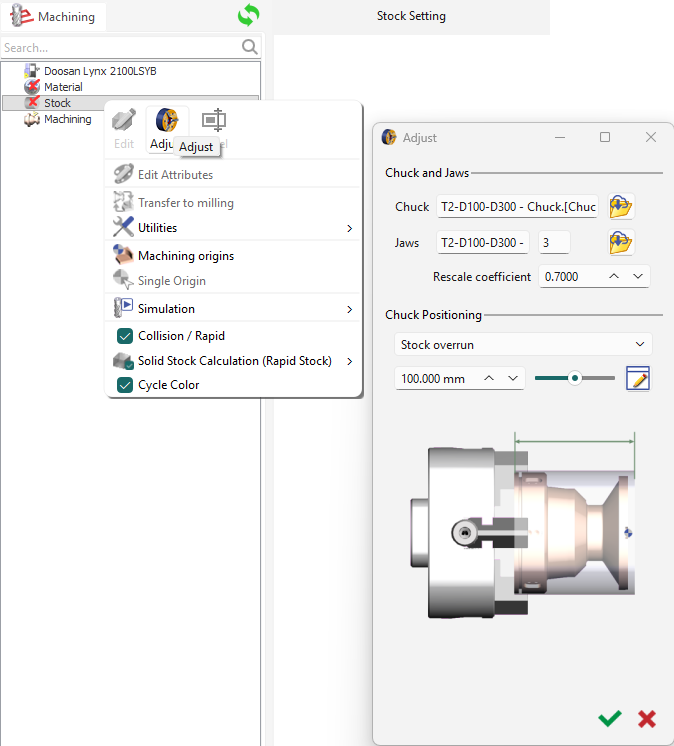
The Setting Stock-Chuck command is a specialized tool used to calculate the precise position of the stock within the chuck. This feature is essential for Bar Turning operations, ensuring the workpiece is correctly positioned for machining and parting cycles. |
Accessing the Adjust Menu
To manage your workholding components:
-
Navigate to the Machining Tree.
-
Right-click on the Stock option.
-
Select Adjust from the context menu.
A dialog will automatically pop up, providing direct access to chuck and jaw management.
Chuck Settings
|
|
The Adjust dialog is divided into two primary sections: component management and physical positioning. Chuck and Jaws Management
This section allows for the direct import and scaling of your physical workholding hardware:
These can also be done through the Machine file. Chuck Positioning
Once the components are loaded, you can define the relationship between the tool and the workpiece:
|
|
▶️ Watch this video to see how to directly access the "Adjust" menu and manage your chuck and jaw files for turning operations. 
|
|
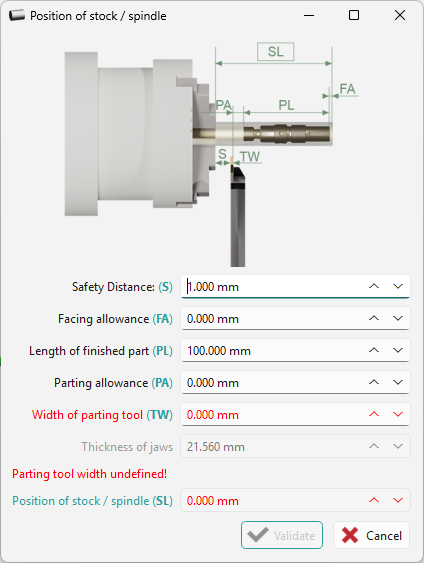
Position Stock/Spindle in Turning Modules
|
We calculate the distance between the chuck nose and the end of the part. The following values are automatically gathered or manually entered to reach the result:
If the parting cycle is not yet defined, the TW value will be 0 and highlighted in red with the message: "Parting tool width undefined!". In this case, the SL cannot be calculated correctly. |
|
|
When we validate the dialog, the value is automatically written in the dialog area. This value can be considered as the minimum position necessary to machine correctly the part. |
|
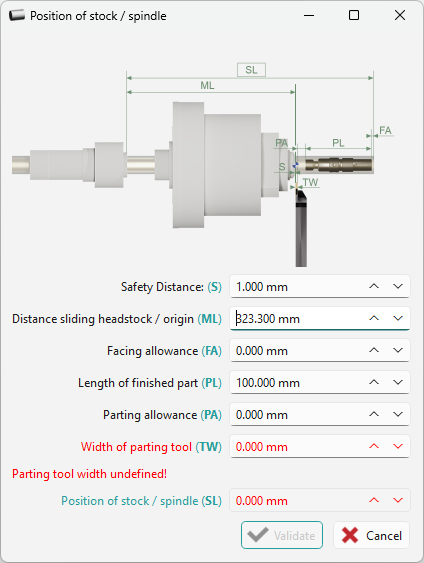
Position Stock/Spindle in Swiss Machining Module
|
The Swiss module follows the same logic as the Turning module, with one critical literal difference in the reference point: Instead of measuring from a fixed chuck nose, the software calculates the distance between the sliding headstock in its maximum (maxi) position and the end of the part.
|
|
|
▶️ You can watch a video on setting Stock/Chuck in Turning: 
|