
|
|
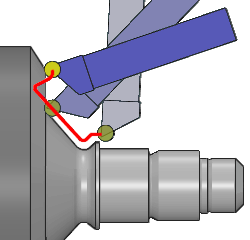
Finishing cycle with continuous use of the B axis of the machine. |
Key Points
|
|
|
▶️ You can watch a video showing the functioning of this cycle:

|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath |
Opposite Cutting Edge |
|
|
|
||
|
Machining Strategy |
||
|
XY Stock allowance |
||
|
Tilting Angle |
Z Stock allowance |
|
|
|
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Approach and Return Characteristics |
||
|
|
||
|
Leadout overlength/Vector |
||
|
Leadin overlength/Vector |
||
|
Limitate the leadin/leadout |
||
|
Return safety distance |
Approach safety distance |
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Spindle speed |
Speed range |
|
|
Feedrate in Z |
Feedrate |
|
|
Feedrate in X |
Spindle direction |
|
|
Maxi spindle speed |
|
|
|
Tool number |
Specific Number |
|
|
Radius compensation number |
Length compens. nb |
|
|
User information |
Comment |
Control Device |
|
Machining Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Management of collisions |
||
|
Curves Computing |
Curve Tolerance |
Curve explode into |
|
Options |
||
|
Options on the toolpath |
Break the outside corners |
Maxi angle |