
|
|
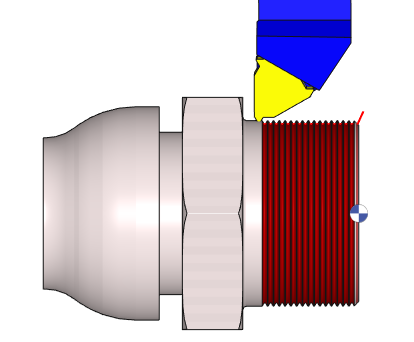
This threading operation generates a cylindrical or a conical threading while the profile threading can can follow an evolutive profile. |
Key Points
|
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath |
||
|
Back turning |
|
|
|
Pitch and Passes |
One page gives the explanation for those parameters: click here Calculate pass, Machining Height, Pitch 1st pass depth, Nb of threads, Last pass depth Stop before extra passes, Nb of passes, Nb extra passes |
|
|
Machining Strategy |
XY Stock allowance |
|
|
|
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Approach and Return Characteristics |
||
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Spindle speed |
|
Cutting speed |
Feedrate in Z |
|
|
Speed range |
Spindle direction |
|
|
Feedrate |
Maxi spindle speed |
|
|
Tool number |
Specific Number |
|
|
Length compens. nb |
Radius compensation number |
|
|
User information |
Comment |
Control Device |
|
Machining Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Management of collisions |
||