
Definition
|
|
This operation, done on the stock, enables the fixing of issues of part positioning. When the part is clamped, we check the alignment of the part; if it is not correct, two options are possible to re-align the part:
|
|
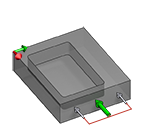
Misalignment of a very simple part without probing |
||
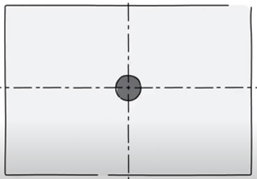
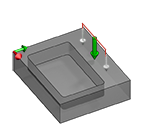
A hole needs to be drilled at the center of the cuboid. |
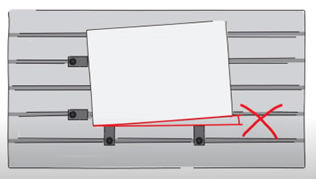
On clamping the part, it is not properly aligned. This misalignment may not be visible but contributes in the inaccuracy of the operation. |
Without probing, the hole drilled is off-center and this may not be tolerable for precision parts. |
|
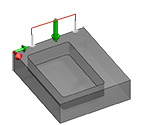
Misalignment correction with probing |
||
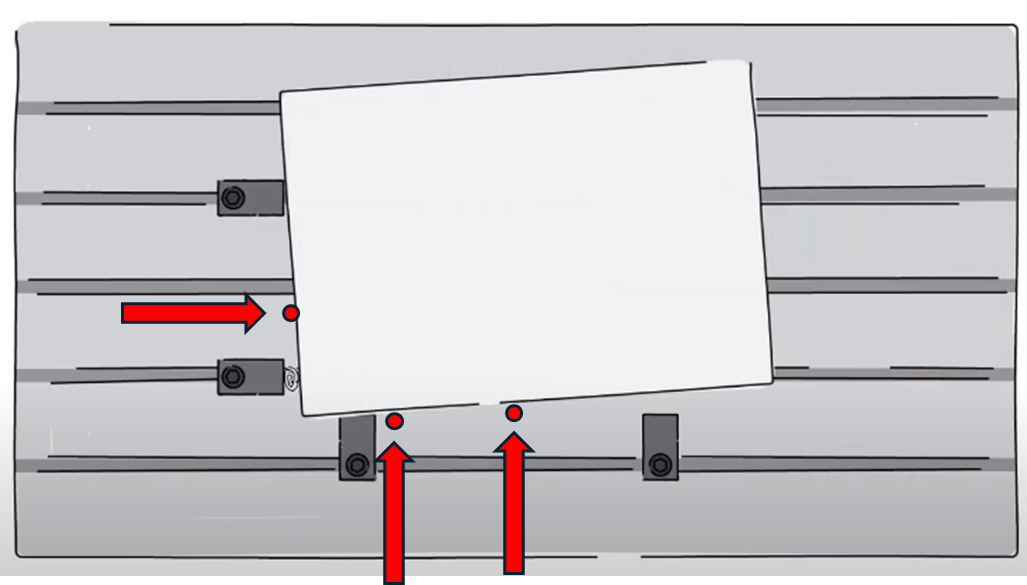
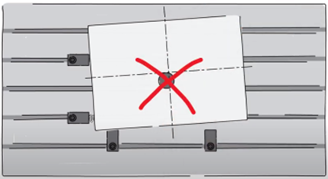
The part is probed to check for the position and orientation of the stock. |
The origin and orientation is corrected in the CNC controller. Another solution can be to move the part by rotating the plate. |
The controller compensates for the angular error and updates the machining coordinates to carry out the machining cycles at the right position and orientation. |
Types of Probing
The alignment of parts can be verified using three different strategies.
|
|
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Parameters |
||
|
|
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Safety (in Z) |
||
|
Approach and return in Z |
Retract between touches |
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Feedrate |
|
|
Tool number |
Specific Number |
|
|
Length compensation number |
Diameter compens. Nb |
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behaviour on the clamps and components |
||