
|
|
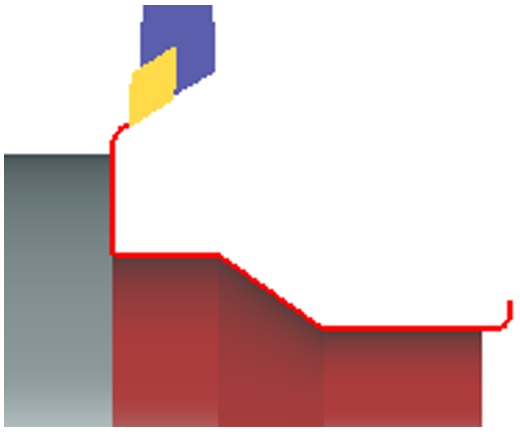
One pass to finish the part after straight cutting, facing or boring operation. |
Key Points
|
This cycles generates one only toolpath, whatever is the rest of material that you have to machined.
Many strategies of leadin/leadout are offered. Here, the stock is managed to optimize approach and retract motions.
Does not work if some local stock allowances are defined on the profile.
|
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath |
||
|
R max Coef |
||
|
Machining Strategy |
||
|
XY Stock allowance |
||
|
Z Stock allowance |
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Approach and Return Characteristics |
||
|
|
||
|
Leadout overlength/Vector |
||
|
Leadin overlength/Vector |
||
|
Limitate the leadin/leadout |
||
|
Return safety distance |
Approach safety distance |
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Spindle speed |
Speed range |
|
|
Feedrate in Z |
Feedrate |
|
|
Feedrate in X |
Spindle direction |
|
|
Maxi spindle speed |
|
|
|
Tool number |
Specific Number |
|
|
Radius compensation number |
Length compens. nb |
|
|
Users Fields |
Comment |
Control Device |
|
Machining Set
|
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Management of collisions |
||
|
Curves Computing |
Curve Tolerance |
Curve explode into |
|
Options |
||
|
Compensation achievement factor |
Coeff of feedrate reduction |
|
|
Options on the toolpath |
Break the outside corners |
Maxi angle |