
|
|
The Cast cycle is used to create a roughing operation on a casting stock, which means shaping it parallel to the machined part with an additional thickness. The thickness of the stock relative to the part needs to be specified in the strategy, and the toolpaths will be generated based on this thickness. |
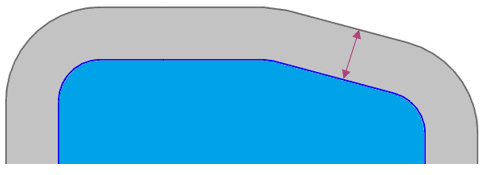
Part in Blue; Thickness in Grey |
Key Points
|
The important parameter of this cycle is the thickness, which corresponds to the difference between the part and the raw casting. This therefore defines the number of XY passes. Note:
|
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath Strategy |
Machining Direction |
|
|
Optimization |
|
|
|
Limitation of Machining |
||
|
|
||
|
Cast Stock |
Thickness |
|
|
Stepover Calculation |
Stepover (Tool ratio) |
Stepover value (Ae) |
|
XY Scallop |
Respect of scallop |
|
|
Z Step |
Z Step (Ap) |
|
|
Allowances |
XY Stock allowance |
Z Stock allowance |
|
Normal stock allowance |
|
|
|
List of altitudes |
List of altitudes |
|
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Safety (in Z) |
Rapid plane altitude |
Safety distance |
|
Approach and return in Z |
Approach altitude |
Retract altitude |
|
Return altitude |
|
|
|
Z Plunge |
Plunge |
Mini helix rad. |
|
Mini ramping rad. |
Mini rad mach area |
|
|
Plunge angle |
|
|
|
Management of rapids |
Motions: Rapid, G1 Fmax, G0/G1 Fmax |
Fmax safety distance |
|
Rapid/Fmax % |
|
|
|
Safety (in XY) |
XY safety distance |
SD/ Tool shank |
|
Management of toolholder |
|
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Feedrate/tooth |
Spindle direction |
|
|
Spindle speed |
||
|
Feedrate |
Sp. speed range |
|
|
Tool number |
Specific Number |
|
|
Length compensation number |
Diameter compens. Nb |
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behaviour on the clamps and components |
Offset XY |
|
|
Offset Z |
||
|
Toolpath Optimization |
Treat maxi stepover |
|
|
Feedrate reduction coef |
Maxi stepover coef |
|
|
Type of HSM radius |
Radius of HSM loop |
|
|
Curves Computing |
Curve segmentation |
|
|
Toolpath Computing |
Decomposition of arcs of toolpath |
Arcs decomposition tolerance |
|
Cooling |
||