
|
|
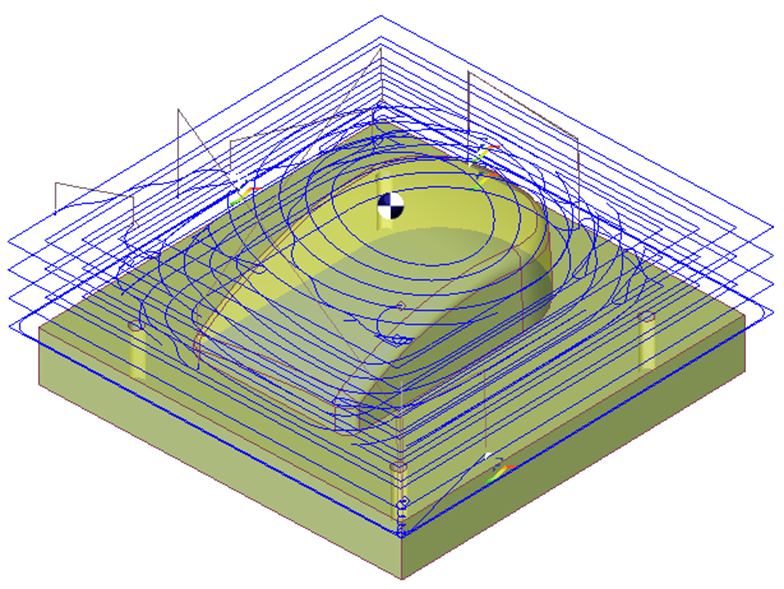
This cycle allows us to carry out a roughing on the stock, that is to say the polyhedron (block of material) defined on values in Xmini, Xmaxi, Ymini, Ymaxi, Zmini, Zmaxi, around the part.
|
Key Points
Note that in the case of a negative allowance, the value cannot be greater than the corner radius of the tool used (For radius = 3, allowance - 4 impossible). |
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath Strategy |
Machining Direction |
|
|
Optimization |
|
|
|
Limitation of Machining |
||
|
|
||
|
Stepover Calculation |
Stepover (Tool ratio) |
Stepover value (Ae) |
|
XY Scallop |
Respect of scallop |
|
|
Z Step |
Z Step (Ap) |
|
|
Allowances |
XY Stock allowance |
Z Stock allowance |
|
Normal stock allowance |
|
|
|
List of altitudes |
List of altitudes |
|
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Safety (in Z) |
Rapid plane altitude |
Safety distance |
|
Approach and return in Z |
Approach altitude |
Retract altitude |
|
Return altitude |
|
|
|
Z Plunge |
Plunge |
Mini helix rad. |
|
Mini ramping rad. |
Mini rad mach area |
|
|
Plunge angle |
|
|
|
Management of rapids |
Motions: Rapid, G1 Fmax, G0/G1 Fmax |
Fmax safety distance |
|
Rapid/Fmax % |
|
|
|
Safety (in XY) |
XY safety distance |
SD/ Tool shank |
|
Management of toolholder |
|
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Feedrate/tooth |
Spindle direction |
|
|
Spindle speed |
||
|
Feedrate |
Sp. speed range |
|
|
Tool number |
Specific Number |
|
|
Length compensation number |
Diameter compens. Nb |
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behaviour on the clamps and components |
Offset XY |
|
|
Offset Z |
||
|
Toolpath Optimization |
Treat maxi stepover |
|
|
Feedrate reduction coef |
Maxi stepover coef |
|
|
Type of HSM radius |
Radius of HSM loop |
|
|
Curves Computing |
Curve segmentation |
|
|
Toolpath Computing |
Decomposition of arcs of toolpath |
Arcs decomposition tolerance |
|
Cooling |
||