
|
|
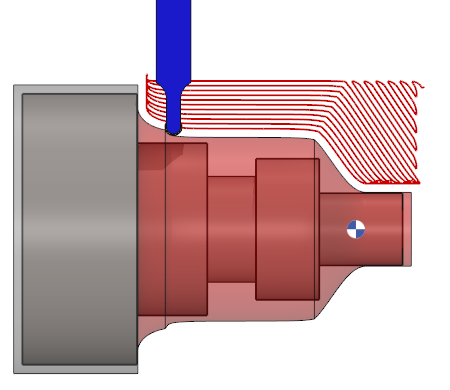
As the similar milling operation ‘millyuGO’, turnyuGO is a roughing operation with a constant load of tool and regular chips. This operation can be programmed only with button tools. |
Key Points
|
This cycle, based on the millyuGO technology, enables to calculate toolpaths with a constant load on the tool. Main benefits:
Only button tools can be used for this machining operation. TurnyuGO includes G2/G3 to reduce the iso program. The program length is divided by 10. You can also reduce the length by changing the curve tolerance. |
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath |
||
|
Machining Strategy |
Radius on contour |
Diameter of loops |
|
Pass Depth |
||
|
Z Stock allowance |
XY Stock allowance |
|
|
|
||
|
Chip breaking |
||
|
|
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Approach and Return Characteristics |
||
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Spindle speed |
Speed range |
|
|
Feedrate in Z |
Feedrate |
|
|
Feedrate in X |
Spindle direction |
|
|
Pass feedrate |
Maxi spindle speed |
|
|
Tool number |
Specific Number |
|
|
Radius compensation number |
Length compens. nb |
|
|
Users Fields |
Comment |
Control Device |
|
Machining Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Management of collisions |
||
|
Safety distance in Z for rapids |
Safety distance in X for rapids |
|
|
Curves Computing |
Curve Tolerance |
Curve explode into |
|
Options |
||