
|
|
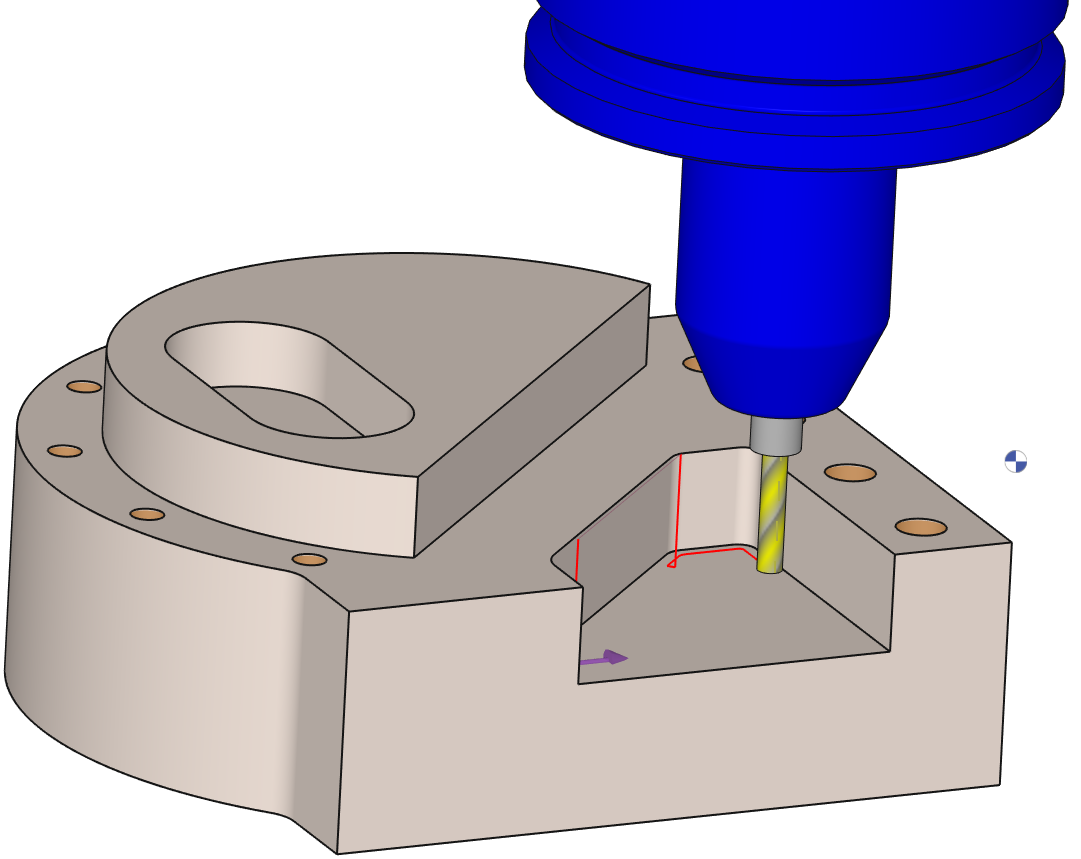
This cycle is define after a contouring cycle and is aimed at reworking automatically areas where the previous tool could not go. |
Key Points
|
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath and Compensation |
||
|
|
||
|
Tool and Stock Allowance in Contouring |
||
|
Compute Z steps |
|
|
|
Allowances |
||
|
Overcutting |
|
|
Movement Parameters
l
|
Dialog Area |
Parameters |
|
|
Safety (in Z) |
||
|
Approach and return in Z |
||
|
|
||
|
Motions between Z approach and XY lead in |
|
|
|
|
||
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Feedrate/tooth |
Spindle direction |
|
|
Level |
Spindle speed |
|
|
Feedrate |
||
|
Sp. speed range |
||
|
|
||
|
Tool number |
Specific Number |
|
|
Length compensation number |
Diameter compens. Nb |
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behavior on the clamps and components |
||
|
Curves Computing |
Curve segmentation |
|