
|
|
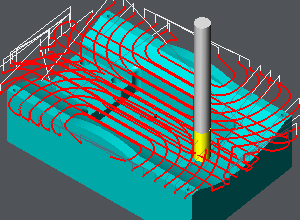
The roughing consists in getting off the maximum of material to be the closest possible to the final shape before finishing stage. GO2cam applies automatically on a solid a pocket cycle with Z successive increments and remaining material management. |
Key Points
|
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Toolpath Strategy |
||
|
|
||
|
Limitation of Machining |
||
|
Undercut and Reworking |
Undercut machining |
|
|
Stock Computing |
||
|
|
||
|
Stepover Computing |
||
|
Z Step |
|
|
|
Allowances |
||
|
List of altitudes |
|
|
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Safety |
||
|
Approach and return in Z |
||
|
|
||
|
Z Plunge |
||
|
|
||
|
Management of rapids |
||
|
|
||
|
Safety (in XY) |
XY safety distance |
SD/ Tool shank |
|
Management of toolholder |
|
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Feedrate/tooth |
Spindle direction |
|
|
Level |
Spindle speed |
|
|
Feedrate |
||
|
Sp. speed range |
||
|
|
||
|
Tool number |
Specific Number |
|
|
Length compensation number |
Diameter compens. Nb |
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behaviour on the clamps and components |
||
|
Toolpath Optimization |
Rework Area Tolerance |
|
|
|
||
|
Curves Computing |
Curve segmentation |
|
|
Toolpath Computing |
Decomposition of arcs of toolpath |
Arcs decomposition tolerance |
|
Cooling |
||