
|
|
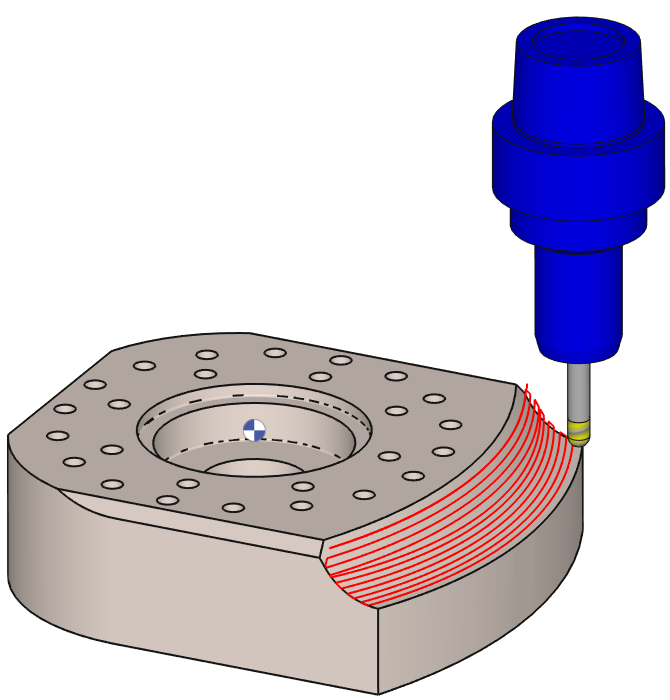
Isoparametric is a finishing operation respecting the natural orientation of the face: the U and V isoparametric curves. This cycle is done following 2 X ½. |
Key Points
The main constraint is that this toolpath is efficient on local area but very sensible on multiple faces. |
|
|
▶️ You can watch a video showing the application of this cycle on the finishing of a radius: 
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Isoparametric Strategy |
Chaining coefficient |
Zig Zag path |
|
HSM machining |
HSM radius |
|
|
interference detection |
|
|
|
Stepover Calculation |
||
|
Allowances |
Normal stock allowance |
|
|
Allowance on the stop face |
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Safety (in Z) |
||
|
XY Approach and Retract |
||
|
Lead in strategy Normal/Tangent/Z Axis |
Lead out strategy Normal/Tangent/Z Axis |
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Feedrate/tooth |
Spindle direction |
|
|
Level |
Spindle speed |
|
|
Feedrate |
||
|
Sp. speed range |
||
|
|
||
|
Tool Numbering |
Tool number |
Specific Number |
|
Length compensation number |
Diameter compens. Nb |
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behaviour on the clamps and components |
||
|
Safety area |
||
|
Curves Computing |
Curve segmentation |
|