
|
|
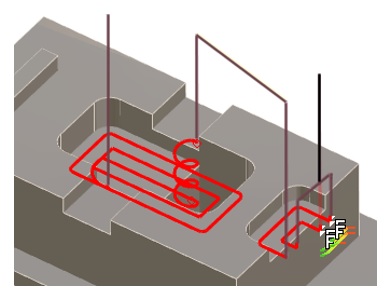
This cycle is used to rough pockets, it is almost obligatory to define the finishing passes with another pocket cycle. Classic process for pocket machining: Pocket (or Pocket+Contour) + Pocket Rework (or Finish rework) + maybe Finish Contour. |
Key Points
|
Many toolpaths options are given to the user:
|
|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Pocket Strategy |
||
|
|
||
|
Calculation of Z steps |
||
|
Stepover Calculation |
||
|
|
||
|
Allowances |
||
|
Overcutting |
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Safety (in Z) |
||
|
Approach and return in Z |
||
|
|
||
|
Z Plunge |
||
|
|
||
|
Management of rapids |
||
|
|
||
|
Safety (in XY) |
XY safety distance |
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Feedrate/tooth |
Spindle direction |
|
|
Level |
Spindle speed |
|
|
Feedrate |
||
|
Rapid feedrate |
Sp. speed range |
|
|
Tool Numbering |
Tool number |
Specific Number |
|
Length compensation number |
Diameter compens. Nb |
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behaviour on the clamps and components |
||
|
Safety area |
||
|
Toolpath Optimization |
||
|
|
||
|
Curves Computing |
Curve segmentation |
|
|
Top, Bottom and Sides |
||
|
|
||