
|
|
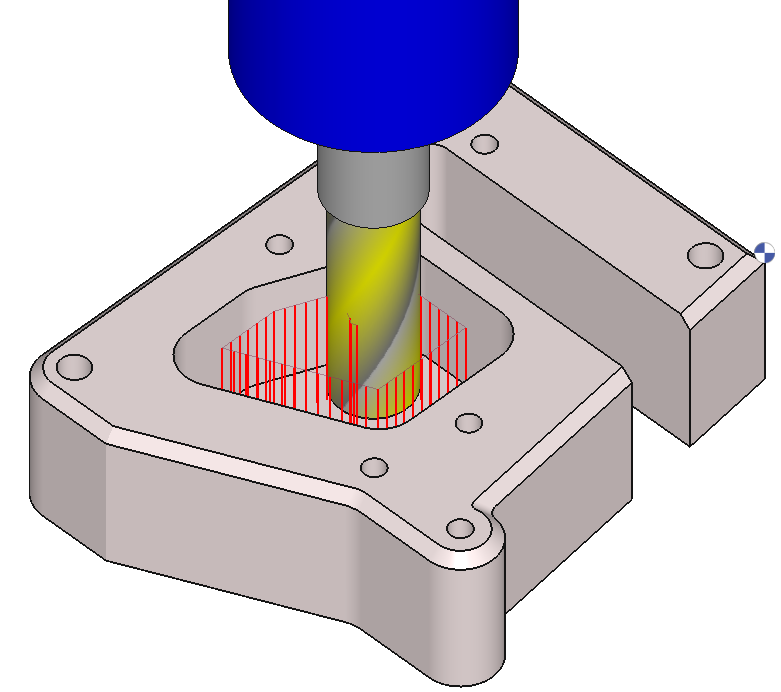
Cycle of plunge machining dedicated to the roughing of pockets. The plunge operations are rapid and productive due to the absence of flexion of the Z plunges and much less vibrations for the machine. |
Key Points
|
|
|
Return Feedrate After plunging, the tool retracts in XY where possible, then rapids up in Z. If XY clearance is impossible, the tool retracts directly in Z at a controlled feedrate to prevent tool breakage. Set this speed via Return feedrate in the Movement tab. A value > 0 uses that exact feedrate; a value of 0 falls back to the plunge feedrate. |

|
Strategy Parameters
|
Dialog Area |
Parameters |
|
|
Plunge Pocketing |
Feedrate reduction coef |
|
|
Retract Height |
||
|
|
||
|
Stepover Calculation |
||
|
Allowances |
||
|
Overcutting |
||
|
Z Plunge |
||
Movement Parameters
|
Dialog Area |
Parameters |
|
|
Safety (in Z) |
||
|
Approach and return in Z |
||
|
Management of rapids |
|
|
Technology Parameters
|
Dialog Area |
Parameters |
|
|
Cutting Conditions |
Quality |
Cutting Speed |
|
Feedrate/tooth |
Spindle direction |
|
|
Level |
Spindle speed |
|
|
Feedrate |
Return feedrate |
|
|
Retract feedrate |
Sp. speed range |
|
|
Tool number |
Specific Number |
|
|
Length compensation number |
|
|
|
Users Fields |
Comment |
Control Device |
|
Milling Set |
|
|
Options Parameters
|
Dialog Area |
Parameters |
|
|
Behaviour on the clamps and components |
||
|
Curves Computing |
Curve segmentation |
|